Keeping track of all the biology, chemistry, and engineering used to determine how to produce safe foods, food additives, and botanically derived nutraceuticals can be a complete drain.
Here are 8 GMP Cannabis Safety Tips, that will keep a production environment cleaner, more efficient, and decrease risks of contamination:
Wash your Hands.
Washing your hands before and after handling cannabis, as well as between handling different batches of cannabis, is one of the best steps towards stopping cross contamination of finished product. Establishing a formal hand washing policy is a great practice that shows commitment to hand hygiene in a production facility as well as protects employee health.
Monitor your Temperatures.
Cook cannabis infused cooking oils or baked goods to proper temperatures that kill bacteria, including Salmonella, Listeria, and the types of E. coli, that cause illness. Record the temperature for each batch that is generated, then if there is a problem, there are batch records to research or investigate what went wrong and fix it.
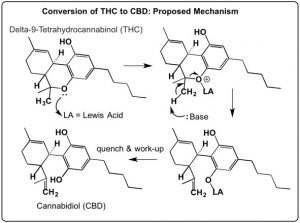
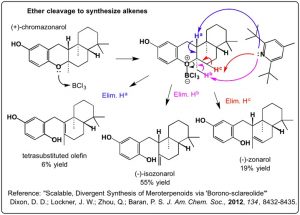
Not only is monitoring temperature important for cannabis food products, it is essential for controlling extraction product quality. Continuous monitoring of temperature during extraction and distillation processing will reduce the risk of the product forming undesirable impurities and cannabinoid breakdown products.
Separate Processed and Unprocessed Material.
Keep any pathogens that could be on unprocessed cannabis from spreading by establishing procedures that keep unprocessed and processed product separate. Storage in completely different rooms is best for preventing cross contamination.
Be Proactive Against Contamination.
All employees should understand the concept of cross-contamination, it is everyone’s duty to prevent cross contamination within the working environment, and between the work floor and administrative/personnel areas.
Establish Equipment Sanitization Procedures.
Keep product batches in different containers, and don’t use the same equipment to process them, unless the equipment is appropriately sanitized with an experimentally validated internal sanitization protocol in between processing of different batches.
Establish Work Surface Sanitization Procedures.
Countertops should be appropriately sanitized regularly in accordance with a validated procedure as well.
Say Yes to Environmental Pathogen Swab Tests.
Take proactive actions to monitor the environmental conditions of your production facility. If a pathogen persists in the production environment, there is a much higher risk of the production area or line being contaminated with that microbial species. In this instance, ignorance is not bliss. There are many instances of the same strain found in an outbreak being isolated from high traffic areas within production environments.
Don’t Get Lazy With the Storage.
Store finished product in a cool and dry environment, with a stable and continuously monitored humidity level as soon as possible, post processing. Remember, the less pathogenic cells present, the less chance they will make a consumer ill. Proper storage conditions keep most types of bacteria from growing to numbers that can cause illness.
Product Uniformity is the Goal.
Implementing these 8 tips within your production setting will take time, but it is worth it. Being proactive and diligent of recording important steps within the process places producers in a position of power within the entire process. Instead of having things go wrong and having to spend precious time testing every single step of a production line, a manager can simply take a look at the batch records to gain clues that will help solve problems much faster. This data can also assist in improving a process and finally, ensures that each batch is produced under the same conditions, resulting in product uniformity.
Contact Us.
Orion GMP Solutions is a Pharmaceutical Engineering Firm based out of Detroit Michigan. We specialize in the implementation and auditing cGMPs for GMP Cannabis Manufacturers. If you would like to get more information, please send us an email at info@oriongmp.com.
This content was written and sponsored by Orion GMP Solutions.